


What Application of Rigid Stranding Machine
Our rigid strander specializes in stranding all kinds of conductors. according to different structures and conductor shapes, different types and specifications to choose the suitable machines
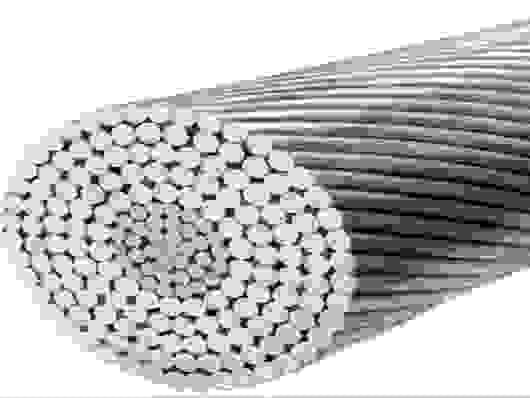
AAC Cable
All Aluminum Conductor (AAC) is an overhead transmission conductor
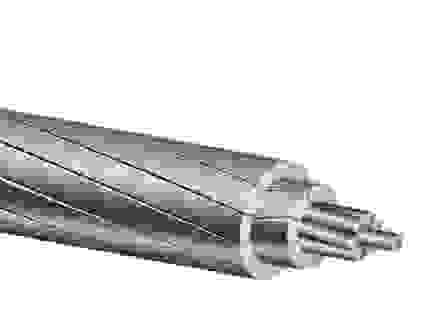
ACAR Cable
ACAR conductor is made from round or Special-shaped (trapezoid )aluminum
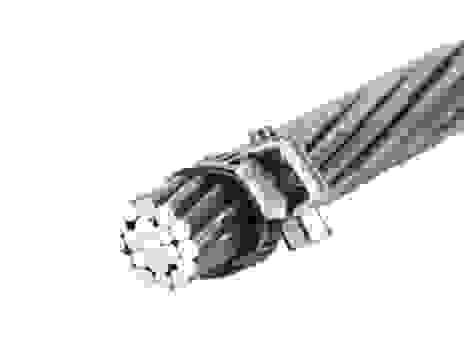
ACSR Cable
ACSR conductors, known as Aluminum Conductor Steel Reinforced (ACSR) cables

AAAC Cable
AAC all-aluminum conductor is multiple strands of hard-drawn round aluminum wire

Bar Copper
Both solid and stranded bare copper conductors are available in hard, medium-hard, or soft states.

ABC Cable
ABC Aerial bundling cables with aluminum core or aluminum-alloy core as conductor

LV/MV/HV Cable
Low-voltage, medium-voltage, high-voltage, and even ultra-high-voltage cables

XLPE Cable
XLPE cable uses Cross-Linked Polyethylene (XLPE) , Inner conductor + its insulation
Different Driving Form and Loading System
Different Driving and Bobbin Loading System – Innovative Technology for Enhanced Efficiency Perfect for Textile, Wire, and Cable Manufacturing. High-Speed Driving and Loading for Maximum Productivity.

Individual Motor Driving System
Each stranding cage, haul-off and take-up drives by individual motors

Automtic Loading Bobbin System
Side 45 degree Integral hydraulic type loading bobbin control

Manual Loading Bobbin System
Use trolley or crane tool to loading bobbin one by one

Horizontal Loading Bobbin System
Level ground Integral hydraulic type loading bobbin control
Real Manufacturer of Rigid Stranding Machine
Durable and Reliable Rigid Stranding Machines for Superior Performance


Layout of Rigid Strander Line
JLK-630/1+6+12+18+24 Rigid stranding machine with automatic loading bobbin system and individual motor driving type.
Technical Parameter of Rigid Frame Strander
Key Specifications for Precision Stranding
Explore the detailed technical parameters of our high-performance stranding machine, designed for efficient cable and wire production.

APPLICATION 1:
The Rigid Strander/Cabler is suitable for the concentric assembly of: Stranded conductors for low, medium and high voltage
applications, Cabling insulated conductors for control cables, Screened power cables and Steel wire armouring.APPLICATION 2:
Round compacted function;
Prespiralled sector cores for Milliken;
Overhead conductors (AAC, ACSR, AAAC, ACCC, ACSS…);
Steel wire armouring;
Copper wire screening;
Flexible Class 5;
Control Cable.
ELECTRIC COVER

CAPSTAN WHEEL

COMPACT UNIT

SINGLE BOBBIN LOADER
ELECTRIC COVER
COMPACT UNIT
CAPSTAN WHEEL
SINGLE BOBBIN LOADER
The Model of Rigid Stranding Machine – Explore Our Range of High-Performance Solutions
 Rigid stranding machine 500/6+12+18 with individual motor driven
Rigid stranding machine 500/6+12+18 with individual motor driven Câbleuse à cage avec système de chargement rapide JLK-630/1+6+12+18+24
Câbleuse à cage avec système de chargement rapide JLK-630/1+6+12+18+24 Rigid Strander Line For 127 wires (1+6+12+18+24+30+36)
Rigid Strander Line For 127 wires (1+6+12+18+24+30+36) Máquina torcedeira rígida JLK630/12+18
Máquina torcedeira rígida JLK630/12+18 630/6+12+18 Машина жесткорамной скрутки с системой независимого привода
630/6+12+18 Машина жесткорамной скрутки с системой независимого привода Rigid Frame Strander Line With Hysteresis Tension
Rigid Frame Strander Line With Hysteresis Tension Rigid Type Armouring/Screening Machine JLK-500/48+48 Bobbins
Rigid Type Armouring/Screening Machine JLK-500/48+48 Bobbins Крутильная машина жесткорамного типа с отдельным мотором 6+12+18+24/630
Крутильная машина жесткорамного типа с отдельным мотором 6+12+18+24/630 JLK- 630/1+6+12+18 Bobbins Hihg Speed Rigid Strander Line
JLK- 630/1+6+12+18 Bobbins Hihg Speed Rigid Strander Line






























